
Let’s briefly talk about the production process of the watch (take ourselves as an example, it may be different from the big brands, and it is also different from the independent watchmaker and the modification master)
1.First draw a floor plan to see the matching effect

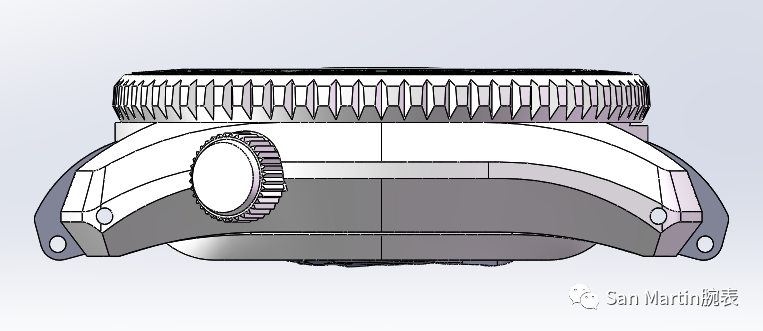
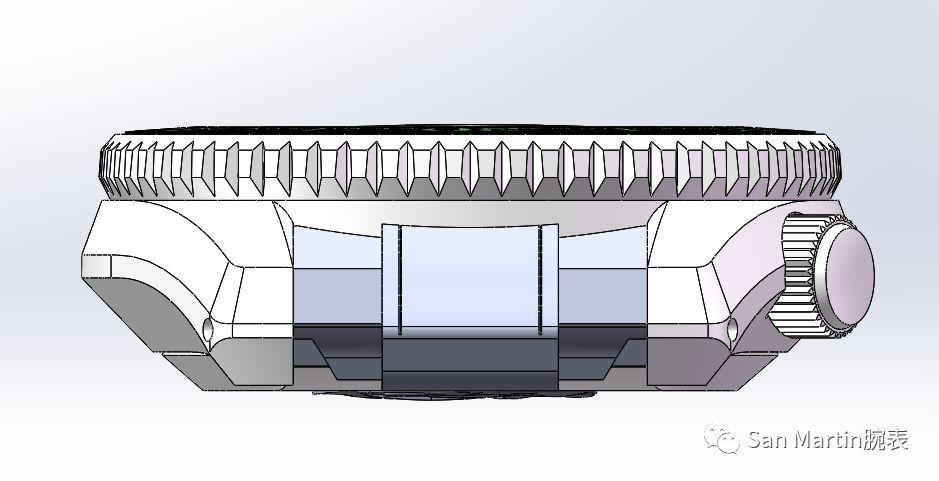
2. Draw 3D pictures to see the overall effect

3.Confirm that the appearance is OK and start drawing CAD drawings (structural drawings)
4. Confirm that the engineering drawing is OK, according to the drawing, hold the embryo, determine the accessories, and process the production

Generally speaking, the completion of a watch requires more than a dozen processing factories to cooperate with the production of accessories. We have made the watch model SN038 (Seiko MM style) as an example
- Case factory - processing, tridium grinding and then assembling the finished case
- Embryo factory - rough embryo of the case
- Watch mirror factory - watch mirror production
- Ba's factory - Ba's, handle production (crown, used to pick the time device)
- Waterproof ring factory - watch mirror linked to the case, bar link to the case, the bottom cover to link the waterproof ring of the case
- Ceramic Factory - Diving Watch Chronograph
- Etching factory—ceramic timing circle lettering, using laser laser (generally the bottom cover lettering is also corroded by laser laser)
- Oil Filling Factory - Chrono Lap Filling with Luminous Light
- Slingshot factory - shrapnel that rotates under the chronograph ring
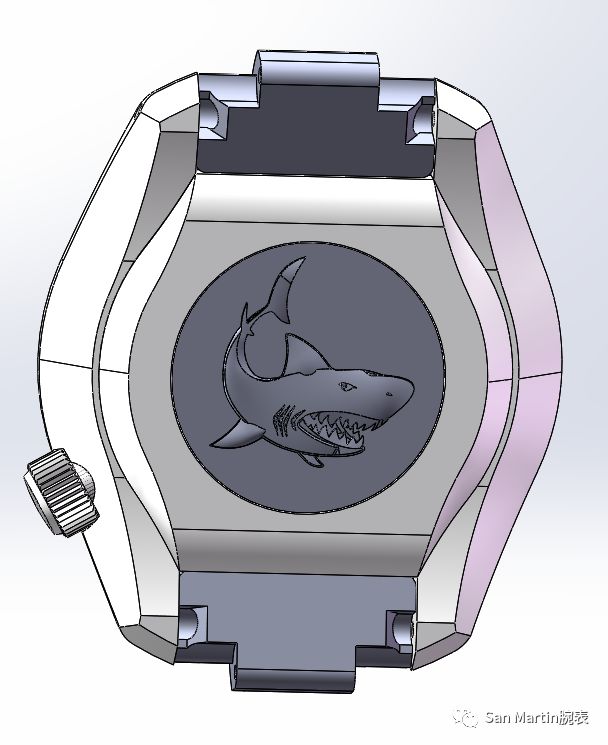
- Bottom cover factory - this watch has no bottom cover, the oil pressure shark below is made by the bottom cover factory
- Surface factory - making dials (general steps hardware, oil injection, printing, stapling, QC, packaging)
- Word Nail Factory - making dial hour markers and logos
- Watch needle factory - making watch hands
- Needle tube factory - making watch needle tubes (mostly Taiwanese factories)
- Electroplating factory - the appearance of the hands needs to be electroplated (except for oil injection and baking blue, basically all need to be electroplated)
- Watch strap factory - making steel straps
- Buckle factory - making steel buckle
Now let's get to the point, the question of the friend who wants to customize the modification:
- Modifying the movement: I personally think this is the most troublesome. Many accessories are made around the movement, such as: 1. Design the internal structure of the case according to the movement; 2. Design the needle hole according to the movement; 3. According to The movement is used as the dial collision angle to fix the movement. Therefore, changing a watch to a different movement is basically equivalent to remaking a watch (the changes of individual movements will be relatively simple if the movements are similar)
- Modification of the watch needle: whether the length of the needle is appropriate, whether the needle hole is the same (different movements are generally different), whether the height of the needle tube is the same (the needle tube is high, the needle position is not enough, the watch mirror will be stuck; if the needle tube is low, it will be stuck on the dial nails or friction dial)
- Modified dial: Many watch friends want to customize the dial logo. The blank dial can be printed with a logo (simple and easy to operate), but there is no way to simply remove the original printing when the logo is done. The process has to go through it all, and it is the same to do 1 and 1000 programs. (very troublesome, high labor cost)
- Personality modification: I personally think that there are many styles in the market, which are relatively easy to operate compared to personal modification, such as replacing the ceramic ring, electric dyeing of the case (electroplating black, gold, blue, rose gold, some are also ok Gold-clad, etc.), and then some common hands are replaced (Rolex Submariner models and Seiko many diving models)
In addition, the processing and production of watches require very precise processing, and the units are 0.001m=1c. Generally, the internal structure of the watch allows a tolerance range of 3-5c, and the diameter of a hair is about 8c. There are also some requirements that are even in units of 0.0001mm=1μ), (the precision of the needle needle tube is required to be accurate to μ, and the tightness required by the needle tube of different movements and different functions will be different. For example, the large second with timing function generally uses a cross. Tube, the tube hole is a little smaller than the ordinary second hand pinhole)
Starting from the factory production process, many processing steps are irreversible. It is basically impossible to go back and modify the finished product. Even if some styles can be changed, the cost will be very high (especially when one or two are used). ), manually adjust the machine to make a matching fixture, and re-grind.
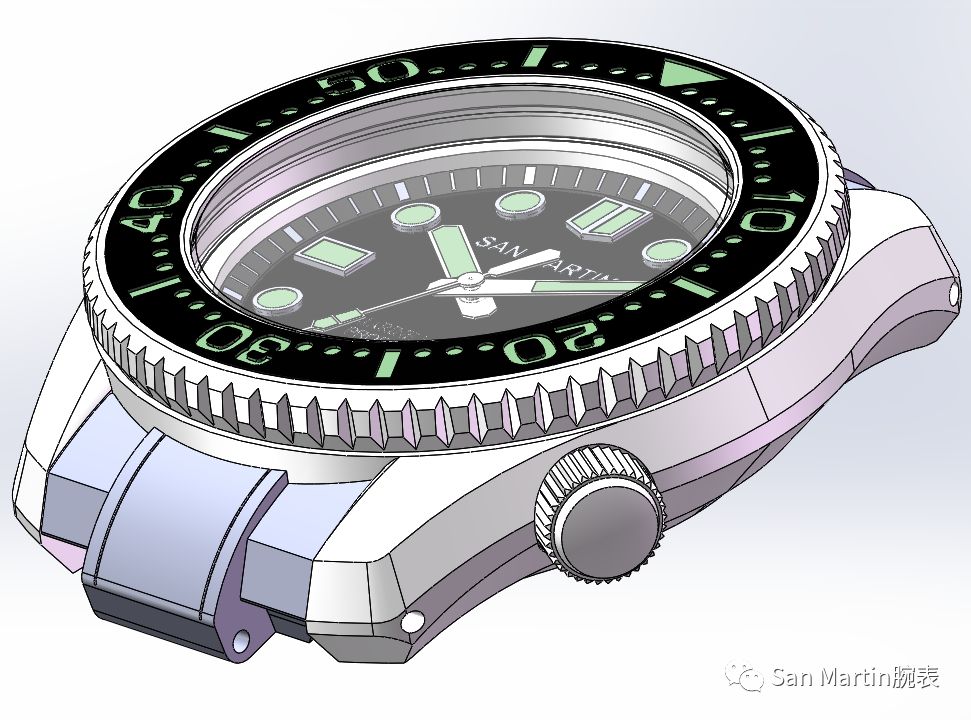
SN038 (big MM) style details appreciation

overall appreciation

San Martin Vintage Bronze Diving Watch Automatic Mechanical Watch SN038
Understanding of the good and bad of some accessories: (mainly talking about the production that I have actually come into contact with)
Case: The quality of the case is more about the appearance of polishing. The factory-made summary of the high requirements is that it is not good at hand, which means that it is necessary to ensure that the lines are clear and not scratched. (Currently, the machining equipment is still relatively advanced, and the structural tolerances are well controlled (usually 3-5c)), and the details should be in place, such as grinding the lower front of the teeth, and the inner side of the ear.

Dial: The quality of the dial can be divided into two aspects. On the one hand, it is the treatment of the surface of the dial (generally, there are fluff black, matte black, semi-gloss semi-matte black, and enamel black). There are no white spots and scratches as a whole. It is the processing of the time scale process. The time scale is generally divided into printing and word nails. The printing time scale should be printed three-dimensionally, and the whole should be round. The bottom film (printing luminous ink will have an ink base) should not be too large, and it should not be offset when printed.

The electroplating of the word nails should be good without pitting, the batch of flower nails should be flat with right angles, the polishing nails should be round, and the luminous filling should be flat. The printing of the logo and the second line should be neat and smooth, and the lines should not be broken. It should have a slightly three-dimensional feeling when enlarged.

Watch hands: There are three main aspects to the quality of watch hands. On the one hand, it is the appearance process, on the other hand, it is the needle tube, and on the other hand, it is the filling and coating of the luminous light; The new needle type, the water mill is the R-face Rolex water ghost needle type), and then electroplating, oil spraying or baking blue process. The color of electroplating should be uniform and not whitened, and there should be no pitting when magnified, and the oil should not be piled up.

The baked blue color should be positive. The needle tube data should be accurate. You can use a hexagonal tube for the hour and minute hands, and a cross tube for the second hand.



The filling and coating of the luminous light should be delicate, the overall level should not be concave (there will be a shadow in the light), it is best to fill in 3 times to ensure the luminous brightness, and then be careful not to overflow to both sides (the more times the luminous light is wiped, the easier it is to overflow, and it is difficult to Avoid the problem of luminous overflowing burrs)


